|
|
|
Skew Chisel |

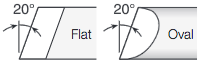
Edge angles
There are two Tormek jigs which can be used for sharpening the skew chisel.

SVS-50 with Closed Seat

SVD-110
The Tormek SVS-50 Multi-Jig (shown to the left) is the jig recommended in the Tormek manual.
Guidelines shown below are for use with the Tormek SVS-50 Multi Jig using the Closed Seat. The method for measuring the projection is shown below.
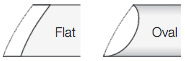
The Tormek SVD-110 Tool Rest also works quite well for shew chisels with flat sides (but not so well for those with curved sides). I found that this is my preferred approach now that I use the diamond grinding wheels.
If you pursue this approach with a diamond grinding wheel, I recommend you secure an additional universal support bar, and lock the height in place with a collar (at either the TTS-100 hole A or B). This makes resharpening the tool easy.
|
To the absolutist in every craftsman, each imperfection is a failure; to the practitioner, obsession with perfection seems a perception for failure. Richard Sennett |
Honing a skew chisel before use is recommended.
There is a separate page in this handbook for Lacer-style Skew Chisels.

Setting the projection of the skew chisel on the SVS-50 using a TTS-100
This tool is one where reshaping the cutting surface can be onerous, and the Tormek BGM-100 Bench Grinding Mounting Set can be quite useful. When grinding on a high speed grinder, all the settings remain the same. (For more information on Shaping vs. Sharpening, see also, Grindstones and Other Sharpening Media.)
If grinding this on a high speed grinder or sander, be sure to manage the temperature so that the temper is not lost due to overheating.
| High Carbon Steel |
Temperature control is critical for high carbon steel. Tempering will be lost in the steel if heated until it is blue (~550°F / 300°C). Cool by dipping as needed in water. Dr. Larrin Thomas noted in his book, Knife Engineering: Steel, Heat Treating, and Geometry (2025), The lack of sparks or color changes is no guarantee that the edge was not overheated. Therefore, sparks are not necessarily a sign that heat has or has not been generated in the steel. Color changes can occur from overheating of steel in grinding, but during grinding, the surface is being removed, and the affected volume can be relatively small. Therefore a color change is not always observed. Microhardness measurements of edges sharpened with a belt sander show a drop in hardness at edge. This results from “over-tempering” the edge by heating it above its original tempering temperature. |
| High Speed Steel |
Cool by dipping as needed in water. |
| Steel with Carbide Insert |
It is also recommended to use a high grit wheel for sharpening carbide as lower grits can cause cracks in the edge leading to it being far more crack-ridden and brittle. (Lower grits can be used for shaping the edge -- see also, Grindstones and Other Sharpening Media - Quick Selection Guide.) |

Example icon
Sharpness scales (as shown in the grey icon to the left) are used to indicate the recommended sharpness for the blades noted above. You can click on any of the icons showing the sharpness scale and be redirected to the page describing this more. Lower numbers are duller; higher numbers sharper.
These are general recommendations; you will need to use your own judgment, based on the knive’s intended purpose.
A good source for the shape of a handle is The Wood Turner's Handy Book (1887), by Paul N Hasluck (see pg. 67, fig. 39).
Another source is the series of articles written by Aaron Keim, Making a New Chisel Handle for Tired Hands, (see details below).
Aaron noted, “Some of the most important tools in my shop are my chisels. Whether I am chopping, carving, or paring, they are in my hands all day. As I have gotten older and my arthritis/tendonitis has gotten worse, my needs have changed. In this blog, I will talk about my preferred chisel handle and show how I make a replacement handle to suit my needs.”
|
|