
|
|
|
General Information on Sharpening
|
|
Typical Grinding Media Used 250+ micron abrasives
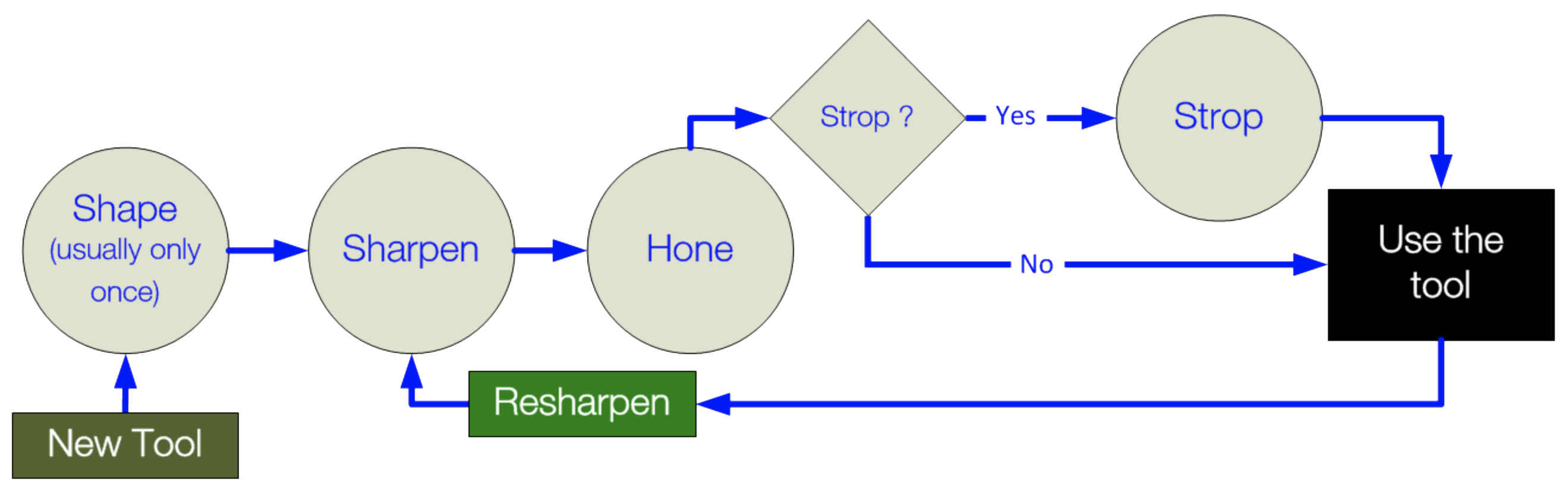
Shaping the ToolRose Engine Fly Cutters are typically only (re)shaped once in their lifetime. And that happens when the woodworker gets the tool from the manufacturer and adjusts it to their own preferences, or when they make their own. | ||
|
Typical Grinding Media Used 40 - 250 micron abrasives
Sharpening the ToolRose Engine Fly Cutters should be resharpened as often as possible, given that the cutter cannot be removed when being used on a single operation (on the side or end of a piece). So, all the side cuts would be done without removing the cutter from the cutter holder. But it can be resharpened before switching to the end of the piece.And of course, the tool must be resharpened whenever the woodworker moves the cutter so that the cutter hits the chuck. (Please do not ask how I know.) | ||
|
Typical Grinding Media Used 11 - 40 micron abrasives
Honing the ToolThis is especially important for ornamental turning as the piece should not be sanded once the cutting is done. The quality of the cut is a mark of the ornamental turner's abilities.Note: When honing or stropping, the side to start on is the one where the grinding was last done. If you start on the other side, the burr will get ripped off and you will probably have to re-grind the edge. Dr. Larrin Thomas’ book, Knife Engineering: Steel, Heat Treating, and Geometry (2025), discusses burr removal quite well. | ||
|
Typical Grinding Media Used 0.5 - 10 micron abrasives
Stropping the ToolSome ornamental turners choose not to strop their tools. Your call; however it is recommended to help get the tool as sharp as possible.My experience has been that stropping is especially useful when using the SJ-250 Japanese Waterstone for honing. I do not have finer stones (e.g., 12,000 grit Japanese waterstones), so stropping seems to cover that gap for me. |